路燈桿開卷斜剪生產線
當前位置:首頁
>
產品展示
路燈桿開卷生產線
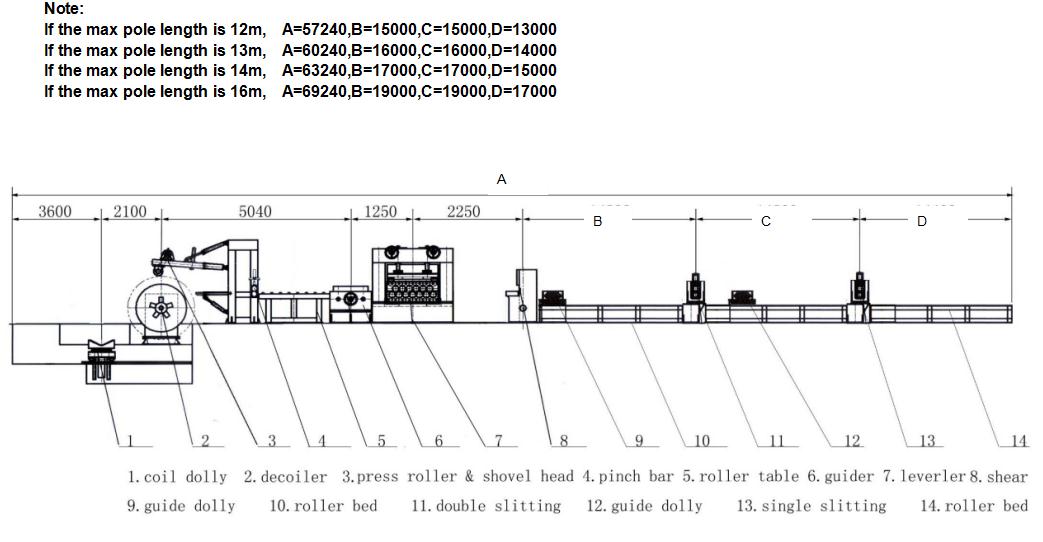
路燈桿開卷生產線,型號:CTLA6X1600
(全自動型,二重式校平)
自動型:板料長度數(shù)控,切邊和斜剪,堆垛帶自動裝置
應用:用于路燈桿材料的開卷,校平,剪切,切邊和梯形板斜剪,以獲得一頭大以頭小的路燈桿板材
技術參數(shù)和生產線組成
1.材料厚度:2~6mm, Q235
2.材料寬度:800-1600mm
3.卷重:15ton(可以按照客戶要求)
4.鋼卷內徑:Φ500mm-Φ750mm
5.校平速度:5- 15m/min
6.輥子數(shù)量:13
7.輥子直徑:130mm
8.長度范圍:2000~12000mm
9.長度公差:±15mm
10.主電機功率: 37kw
11.切邊和斜剪速度:15 m/min.
12.切邊和斜剪機電機功率:5.5kw
13.小車移動速度:12m/min. 變頻可調,adjustable
14.滾剪刀片材質:H13
15.刀片直徑:280mm
16.斜剪機夾送輥直徑:280mm
17.雙剪內寬:1600mm
18.單剪內寬:1800mm
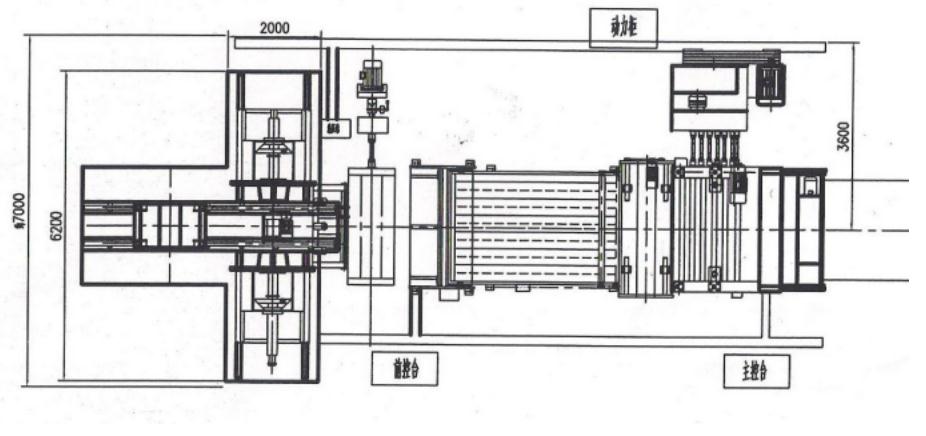
19.機器占地寬度:7000mm
設備清單
1.液壓上料小車,上下液壓 電動水平移動
2.液壓對頂式開卷機。
包含左右兩個
液壓頂緊,由油缸驅動對式開卷機架,可頂緊卷料。
結構:機體,滑動機座,主軸,錐度裝料盤,移動油缸。
主要功能:固定鋼卷實現(xiàn)被動開卷。裝有一套手動剎車裝置,根據(jù)帶卷漲力調節(jié)。橫向行程由雙面移動油缸完成。根據(jù)帶卷的寬度調節(jié)對中心兩油缸可同時左右偏移。
3.剝頭引料裝置
用于對卷料的毛料鏟頭,將板料引入牽引。液壓提升、液壓壓緊,防止卷料松散,并配合剝頭引料裝置將板料引入牽引輥。動力牽引通過兩夾輥牽引板料,上夾輥液壓升降。
結構:引料架、引料輥、引料電機鏈輪、鏈條、升降油缸、鏟頭托板、伸縮面板、驅動油缸。
主要功能:輔助開卷,引料輥由電機驅動。幫助開卷機將板頭引向鏟板。然后引向送料夾輥,鏟板可上下升降和前后伸縮,正常運行時,此裝置全部退出工作位置。
夾送結構:機座、牌坊、滑塊送料軸、傳動電機、壓下油缸組成。
主要功能:將板料送入后部設備,傳動采用電機擺線針輪減速機加離合器。完成夾送待板料進入校平主機后,離合器脫開,上輥液壓抬起,下輥由板料帶動被動旋轉。
4.中間滾道4米
5.導向裝置
6.校平機:(二重式)
由機架部分、工作輥部分、升降部分和主傳動部分組成。
機架部分,采用鐵板焊接結構,工作輥部分、升降部分與機架部分有機結合在一起。
工作輥部分由11個校平輥和2各夾送輥組成。
校平輥采用輥列不平行式,上排輥能夠升降運動且能夠相對于下輥傾斜,分別調整入口、出口的開口大小,達到理想的校平效果。校平輥材質采用40Cr,表面淬硬。
升降部分的作用主要是提升上排校平輥,調整校平輥之間的壓下量。本機電機通過減速機、蝸輪蝸桿傳動絲杠絲母達到升降上排輥的目的。上排工作輥安裝在活動梁上,活動梁由四個絲桿進行提升。由兩端升降電機實現(xiàn)入、出口不同開口尺寸的調整。
主傳動部分由變頻交流電機通過減速機傳動校平輥。
通過測量輥旋轉編碼器對送料定尺剪切的尺寸進行檢測并通過電氣系統(tǒng)進行定尺控制。
7.可旋轉剪板機
剪板機是生產線中對校平后的鋼板進行橫剪的設備。本生產線中設備QC12Y-6*2000液壓擺式剪板機。
剪板機,可以相對中心線旋轉3度,來適合路燈桿板料的剪切。 剪下的板料成平行四邊形,這樣的板料減少了材料的浪費和,適合下一道路燈桿工序。
機器機構及特點說明:鋼板焊接,強度高,剛度好,液壓上刀架擺動式,氮氣回程缸平衡上刀架自重與回程,運動平穩(wěn)快速。下刀片帶前后微調機構,刀口間隙均勻度好,剪切直線度精度高。刀口間隙調整方便快捷,左右兩邊同步,刻度值指示。液壓壓料,穩(wěn)定平緩,壓腳墊采用聚胺脂材質,不傷害工件表面。
8.滿足路燈桿長度的趟排,導向小車,自動裝置
導向小車在雙剪機的前面,含有定位擋塊,保證下料的一致性。同時調節(jié)定位擋塊的位置,可以獲得,不同寬度的鋼板,以滿足不同尺寸的路燈桿。導向小車帶電機驅動,根據(jù)需要生產的路燈桿的長度, 可以自動移動到,所需要的位置,夾持鋼板,以控制板料滾剪的直線度。
每一個趟排輥子帶有離合器和動力,電機驅動輥子時,帶動鋼板向前移動,到斜剪機前固定位置時自動停止。大大降低操作人員的勞動強度。
小車和雙剪機均帶有氣動定位裝置,保證下料的一致性和降低人工。
9.板料升起裝置
這個裝置包含兩個氣缸,根據(jù)板料的長度,可以被設置到不同的位置。
當板料移動到斜剪機前面,停下來后,這個裝置將板料升起,便于板料被夾緊在小車上,向前移動。
10.雙剪機,采用滾剪的原理,去除熱軋鋼板的不整齊的廢邊,獲得路燈桿板材斜剪前,準確的板寬度。
采用上下2輥,4把刀片的結構,上下2輥為全螺紋,便于調節(jié)滾剪位置。
雙剪機采用4KW電機驅動,通過減速機將動力傳遞給滾剪刀片。
帶電動機,齒輪箱。
11.滿足路燈桿長度的趟排,導向小車,自動裝置
導向小車在斜剪機的前面,含有定位擋塊,保證下料的一致性。同時調節(jié)定位擋塊的位置,可以獲得,不同斜度的鋼板,以滿足不同錐度比的路燈桿。導向小車帶電機驅動,根據(jù)需要生產的路燈桿的長度, 可以自動移動到,所需要的位置,夾持鋼板,以控制板料滾剪的直線度。
每一個趟排輥子帶有離合器和動力,電機驅動輥子時,帶動鋼板向前移動,到斜剪機前固定位置時自動停止。大大降低操作人員的勞動強度。
小車和雙剪機均帶有氣動定位裝置,保證下料的一致性和降低人工。
12.板料升起裝置
這個裝置包含兩個氣缸,根據(jù)板料的長度,可以被設置到不同的位置。
當板料移動到斜剪機前面,停下來后,這個裝置將板料升起,便于板料被夾緊在小車上,向前移動。
13.斜剪機,采用滾剪的原理,將雙剪后的鋼板斜剪,獲得路燈桿板材的折彎前需要的斜度。
采用上下2斜剪輥和動力夾送輥,2把刀片的結構,上下2輥為螺紋,便于調節(jié)滾剪位置。
帶電動機,齒輪箱。
14.出料趟排
適合客戶所需長度的路燈桿板料,趟排由球支承,和支撐架所組成。
15.梯形板自動卸料和堆垛
在斜剪機之后,有兩個氣動夾緊送料輥,其作用是將梯形板送離斜剪機,下輥帶氣動離合器,帶電機驅動。當板料停止移動時,上輥會升起給出卸料空間。
在出料趟排的下面有12組氣動卸料裝置,它們從臺子的中間升起,形成兩個斜面,使得兩塊梯形板分別滑向兩邊的堆垛架子。完成自動卸料和堆垛。
所有動作全部由PLC 程序來控制,自動完成。
16.電氣控制系統(tǒng)
電氣控制系統(tǒng)組成:電源控制操作臺,可編程控制系統(tǒng)。包含變頻器,用來控制小車的移動速度。
17 液壓系統(tǒng)有液壓站和相應的閥、管路、油缸組成
18.氣動系統(tǒng)
用于小車,趟排的離合器,板料升起和落料系統(tǒng)。

四重式校平機